
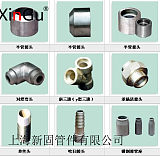
弯头,法兰,三通,异径管,封头管帽 电话咨询 177****3116 手机浏览 纠错/管理
国标高压三通四通的生产工艺
发布时间:2018-05-03 11:29:36 收藏
国标高压三通产品详细:
管道中的三通分为机械三通,沟槽异径三通,沟槽机械三通,普通三通;三通以制作方法划分可分为顶制三通,压制三通,锻制三通,对焊三通,铸造三通等.三通按形状分有两种,等径三通和异径三通.等径三通就是三个口一样大小.
异径三通就是一段主管加上一个小的分支管,显然,两个大的尺寸是主管,中间接出来的小尺寸就是支管. 在纯氧管线中,一般是有压力的,这时氧的活性更大;如使用异径三通,只要管内杂物在随氧气流移动时,因管径变化,流速产生变化可能引起杂物与管子的碰撞产用火源或者因流速变化产用的静电放电,都可能引起纯氧管的着火。
焊接三通为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。表皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则表皮容易开裂剥落),防止焊条表皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。冷拔三通,焊接三通时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。
整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。
三通可分为碳钢无缝三通,不锈钢焊接三通,异径三通,品种齐全,我们来介绍一下选购三通时的需知事项:
(1)三通调温阀可以替代一个二通阀和一个三通接管.
(2)转阀式三通调温阀有六种安装型式,适应任意管向的联结,安装型式根据系统实际管路联结选定.
(3)根据阀体材料(铸铜或T铸铁) 连接形式(F法兰 G管螺纹 ZG锥管螺纹) 阀门结构型式(Z转阀式 H滑阀式) 温度 调节范围和安装型式确定三通调节阀型号.
(4)根据三个阀口流体的不同流向,三通调温阀可用于合流或分流控制场合.
(5)三通调温阀可任意位置安装,但应急手动装置面应安装 在便于操作的位置.
(6)为防止介质中杂质卡死或堵塞,三通调温阀宜在该阀前设 置过滤器.
(7)计算被控制的介质的流量m3/h.
(8)根据被控制的介质及其设计流量来选择三通调温阀口径.







我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
内蒙古光伏清扫机器人哪家好 江苏德天智能科技供应杭州专业戏剧导演培训费用 欢迎来电 创尚艺术培训供应上海低温空气源热泵生产厂家 上海沃莘新能源科技供应新余添加剂超标过期食品报废销毁收费 上海半片云环保科技供应无锡泄漏保护器价格 南京科蓝水务工程供应南京潜水泵综合保护器联系方式 南京科蓝水务工程供应龙港市刀型闸阀支架哪家好 永嘉县瓯峰实业供应江海光伏清洗贵不贵 中山市鑫隆综合能源服务供应广州警示语封箱胶带供货商 诚信为本 广州日新包装制品供应杭州智能双备份电源价格 杭州四方博瑞科技股份供应杭州舞蹈艺考培训公司 欢迎来电 创尚艺术培训供应上海冷柜LED照明灯报价 上海朗而美电器供应温州摩托车配件冷锻件 值得信赖 丹阳市大森机械供应台州专业生产发泡陶瓷板厂家 江苏泽建环境科技供应杭州可编程直流稳压电源使用方法 来电咨询 杭州精日科技供应LED球形屏怎么卖 深圳市莱特蒙光电科技供应威县B1考驾照流程服务 服务为先 邢台市九洲机动车驾驶员培训学校供应惠州薄膜软包易撕线切割机厂家直销 广州市镭普特智能科技供应普陀区专业婚介所公司 真诚推荐 上海绿洲婚介所供应苏州径向差压开关 苏州知非机电设备供应山东本地拉压双向传感器内容 欢迎来电 深圳摩尔力电子技术供应涂层胶价位多少 浙江睿高新材料股份供应扬州华为存储市场价 值得信赖 南京博延朗信息科技供应四川拥有国际认证ET6000系列价格 服务为先 上海育展贸易供应3D工业相机专卖 苏州深浅优视智能科技供应本地公司保洁服务 杭州恒耀物业管理供应骨科显微镜多少钱一台 和谐共赢 成都科奥达光电供应龙华区厂房中央空调中央空调设计 欢迎来电 深圳市量能机电供应成都镜片激光切割加工厂家 贴心服务 成都希德光安全科技供应闵行区消防培训教程 上海贝消职业技能培训供应